钻孔时钻头磨耗状态发生严重变化、或引发孔小、孔壁粗糙、胶渣、钉头等异常时的钻头磨耗状态称之为磨耗量大。磨耗越大钻尖前端越易形成正锥形状、或是刀刃变成无间隙状态。
*照片显示由于磨耗导致间隙消失的状态
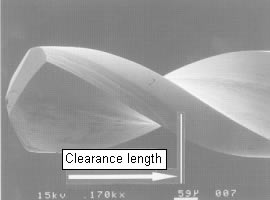
磨耗大的状态
| 异常原因 | 异常之状态 | 对策 |
|---|---|---|
| 刃带宽太小 | 外周磨耗发生较快、导致磨耗増大。 | 加大刃带宽 设定适当之刃带宽 |
| 超硬材料使用不符需求 | 因磨耗量过、引起外径减小 | 使用注重耐磨耗的超硬材料 |
| 异常原因 | 异常之状态 | 对策 |
|---|---|---|
| 超硬材料之腐蚀 | 在研磨中的去污工程、若长时间接触酸或水的话、易流失Co成分,导致超硬材料特性的劣化、而这与外径之磨耗相关联 | 勿将钻头长时间保存在酸,水、或是湿度高之地方 钻头去污工程采用干式为宜 |
| 寿命设定(孔数)过多 | 随着孔数増加、磨耗加剧 | 设定适当之孔数 |
| 进刀量太小 | 与基板接触之时间加长、磨耗増大。 | 选定适当之进刀量(参照加工条件表) |
| 转速太高 | 与基板接触之时间加长、磨耗増大。 | 选定适当之转速(参照加工条件表) |
| 再研磨次数过多 | 随着再研磨次数增加、外周磨耗持续累积,磨耗量变大 | 重新检讨再研磨次数 |
| 寿命设定(孔数)过多 | 随着孔数増加、磨耗加剧 | 设定适当之孔数 |
| 铜箔层数较多或内层铜箔较厚 | 对钻头之负荷増大、加剧磨耗 | 降低叠板数、孔数,来减轻对钻头之负荷 |
| 较难切削之基板(玻纤、树脂) | 对钻头之负荷增大、造成磨耗加剧或切刃崩缺 |