钻孔加工时、粉屑排出性差、孔内塞有粉尘或基板与上盖板间有积粉的现象称之为塞孔积粉。
*照片为上盖板之里侧

无塞孔积粉
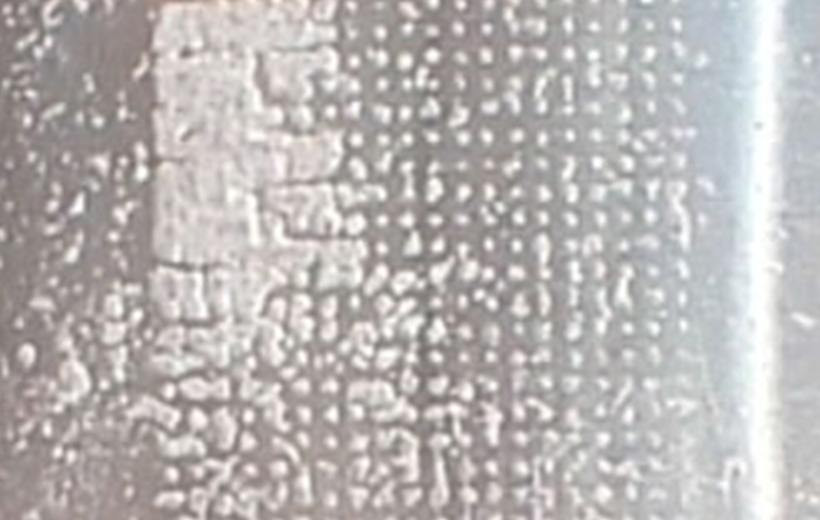
有塞孔积粉
| 异常原因 | 异常之状态 | 对策 |
|---|---|---|
| 容屑沟之空间小 | 粉屑排出性差,易发生塞孔积粉 | 变更芯厚、芯厚倒锥、沟巾比、使容屑沟的空间增加 |
| 沟长太短 | 沟槽底部排出性变差,导致塞孔积粉 | 依基板設定情况来设定适当的沟长 |
| 螺旋角小 | 切屑无法顺利排出,导致塞孔积粉 | 增大螺旋角 |
| 异常原因 | 异常之状态 | 对策 |
|---|---|---|
| 进刀量太大 | 进刀速度太快,切削屑无法完全被排出,导致塞孔积粉 | 降低进刀量 |
| 对下垫板的下钻深度过大 | 切屑量增加,排屑负担变大引发孔壁粗糙。有时甚至也有发生下垫板切屑溶附与钻头的情况 | 设定适当的下钻深度 |
| 未设定钻头定止时间(dwell) | 前次钻孔之粉屑尚未排出前又进行次回钻孔动作,造成塞孔积粉 | 设定钻头定止时间(dwell) |
| 异常原因 | 异常之状态 | 对策 |
|---|---|---|
| 铜箔层数较多或内层铜箔较厚 | 铜箔的切屑如螺旋状缠绕,无法顺利排出 | 在不会发生塞孔积粉的情况下、适度提高进刀量 |
| 异常原因 | 异常之状态 | 对策 |
|---|---|---|
| 压脚内径不适当(上盖板翘起) | 压脚内径过大、粉屑易进入上盖板和基板间造成排出性恶化 | 使用小径压脚 (例)ø10mm变更为ø3mm |
| 集尘吸力不适当 | 吸力太弱的话、粉屑无法充分被吸走、相反如吸力太强则上盖板易被吸起,导致粉屑排出性恶化 |
设定合适之集尘吸力(建议管理值ø0.4:100~150hPa、ø0.1:70~140hPa) 集尘机之定期保养 |