钻孔时、内层铜箔被拉成像钉子头部的现象称之为钉头
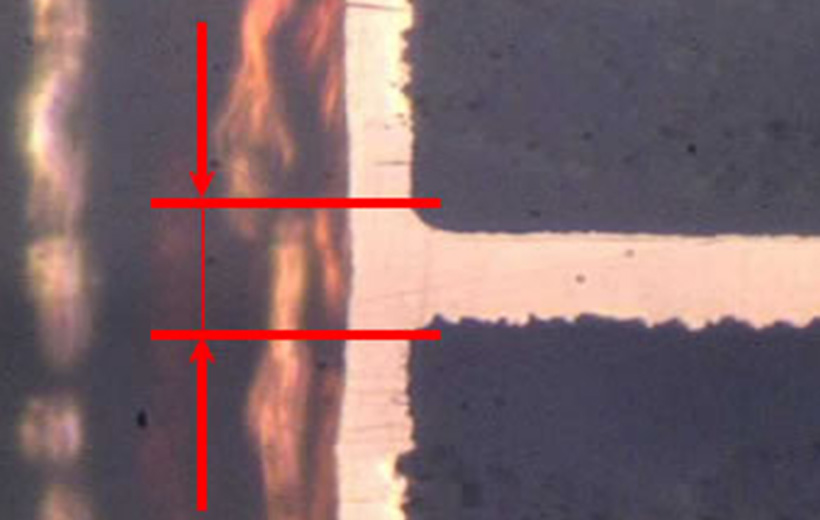
钉头小
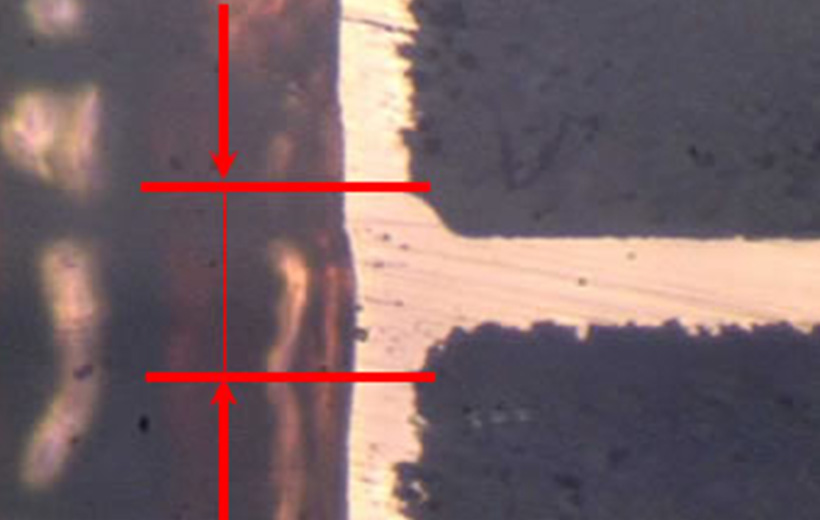
钉头大
| 异常原因 | 异常之状态 | 对策 |
|---|---|---|
| 使用ST形状钻头 | 与孔壁的接触面积增加而发生钉头 | 使用UC形状钻头 |
| 刃带宽过大 | 与孔壁的接触面積增加致使加工温度上升 | 设定适当的刃带宽 |
| 异常原因 | 异常之状态 | 对策 |
|---|---|---|
| 再研磨品的钻尖端外周磨耗严重 | 因加工温度上升、易发生钉头 | 确认磨耗状态 设定适当之再研磨量 |
| 异常原因 | 异常之状态 | 对策 |
|---|---|---|
| 进刀量太小、寿命设定(孔数)过多 | 因加工温度上升、易发生钉头 | 加大进刀量 |
| 异常原因 | 异常之状态 | 对策 |
|---|---|---|
| 高多层板等总铜箔厚度太厚 | 因切削阻抗过大、磨耗持续,使加工温度升高而引起钉头 | 降低叠板数、孔数来减轻对钻头之负荷 使用套钻2次加工(Double drilling) |