穴明け時の加工熱で樹脂が溶融し、内層および外層銅箔面に付着する状態をいう。
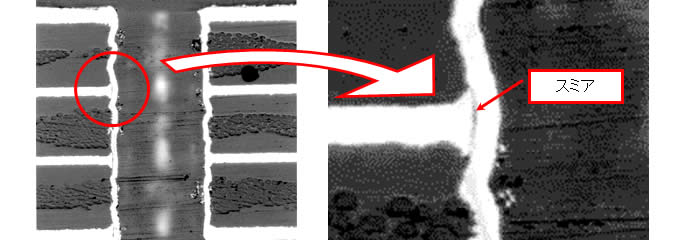
スミア発生状態
| 故障原因 | 故障の状態 | 対策 |
|---|---|---|
| ST形状である | 内壁面との接触面積大により加工温度上昇 | UC形状の適用 |
| マージン幅が大きい | 接触面積増大による加工温度の上昇を招く | 適正なマージン幅の設定 |
| チップポケットが小さい | 切り屑が排出されず詰まりぎみになり内層接続部に樹脂が付着 | チップポケットを大きくする |
| 故障原因 | 故障の状態 | 対策 |
|---|---|---|
| 再研磨品で先端外周摩耗が進んでいる | 加工温度上昇により、スミアが発生しやすい | 摩耗状態のチェック 適正量の再研磨を行う |
| 故障原因 | 故障の状態 | 対策 |
|---|---|---|
| チップロードが小さい | 摩耗が進み、加工温度上昇によりスミアが発生する | チップロードを大きくする |
| 寿命設定(ヒット数)が多い |
| 故障原因 | 故障の状態 | 対策 |
|---|---|---|
| ガラス転移温度(Tg)が低い | 加工中ガラス転移温度に近づき(あるいは越えて)、スミアが発生する | 高Tg品の使用 |
| 高多層板等、銅箔総厚が多い | 切削抵抗が大きく、摩耗により加工温度が上がりスミアを引き起こす | 重ね枚数、ヒット数を減らし工具への負荷を軽減する ダブルドリリングを適用する |
| 故障原因 | 故障の状態 | 対策 |
|---|---|---|
| デスミア処理を行っていない | スミアが残存した状態 | デスミア処理の実施 |

