对铣刀到断刀时的切削距离进行测量,评价其寿命。
对铣刀加工槽内切屑堵塞显著发生时的切削距离进行测量,评价其排出性。
用显微镜对加工后铣刀刀尖开始任意位置的直径进行测量,评价其径减量。
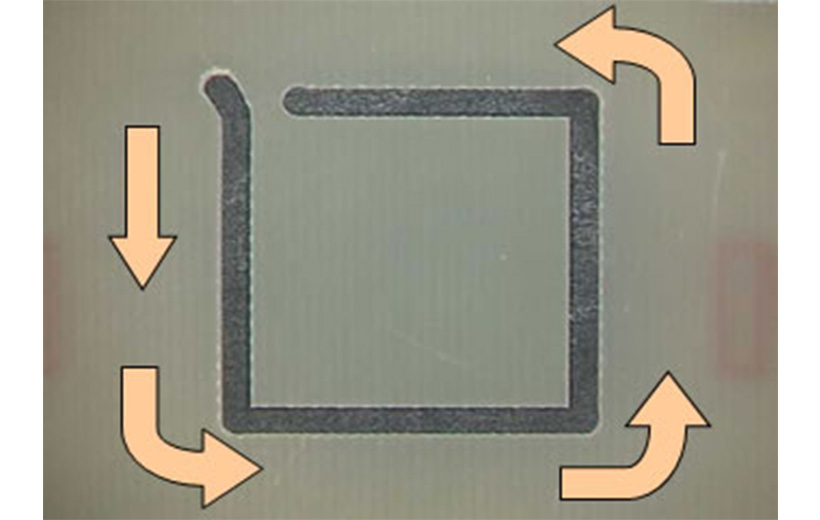
以使用前的铣刀直径实测值为基础对铣刀直径进行补正,通过上铣加工(逆时针方向)加工出周长为20mm的方块,根据对方块的纵向、横向尺寸的测量值评价其加工尺寸精度。
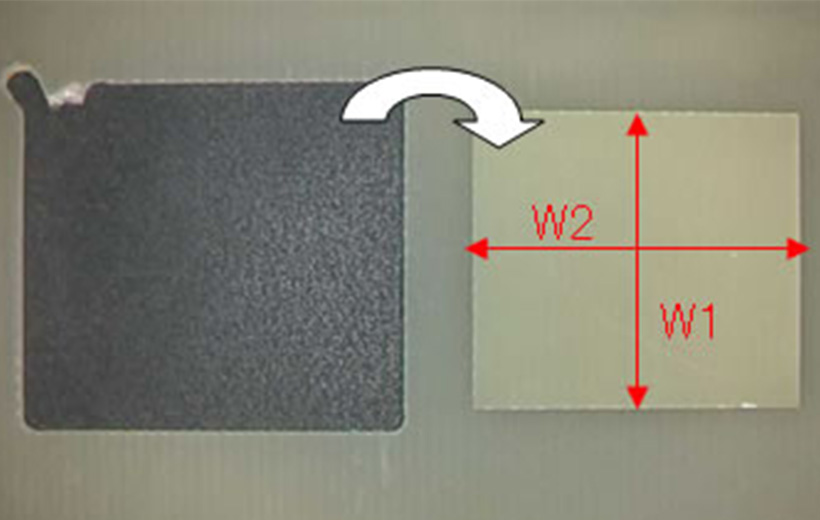
从基板上加工出方块,用显微镜测量纵向和横向的尺寸,根据其平均值调查加工尺寸精度
计算公式: 加工尺寸精度 = (W1 + W2) / 2
铣刀弯曲量 = [20 - (W1 + W2) / 2] / 2
发生披锋时的距离、发生频率、大小,以目测方式进行感官评价。
通过目测方式进行感官测试,评价其铣刀加工面粗糙度。根据需要而用粗糙度测量器进行测量。