穴位置精度評価では、ドリル加工された穴の位置の位置ズレ量を測定します。
・光学系の穴位置精度測定器を用いて測定します。
・ドリル1本当たりの加工穴を全数測定します。
・基板を重ねて加工した場合、最下基板の裏側の穴位置ズレ量を測定します。
・以下の重心補正法を用いて測定します。
・測定結果は「最大位置ズレ量(Max)」、「平均値+3s (Ave + 3s)」、「Cpk値」等により解析します。
・「平均値+3s(Ave+3s)」の"s"は標準偏差値を示します。
穴明け機の位置決め精度等の外的要因によるズレ量を相殺するため、下図のようにドリル穴位置ズレ量のデータ群の重心を原点(0, 0)とした重心補正処理を行うことで評価を行っています。
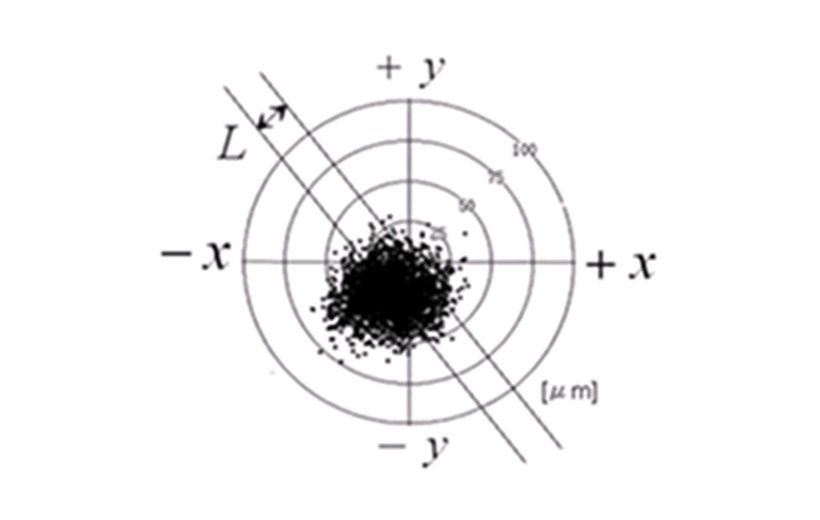
無補正の場合の穴位置分布図
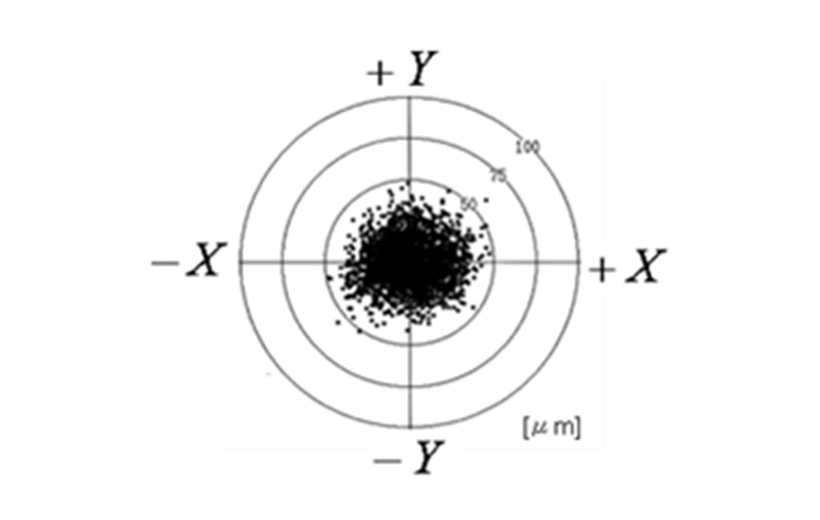
補正有りの場合の穴位置分布図

