敝司标准(ø0.3mm): 0.005mm以下
※虽然对孔品质的影响较小,但钻尖部因分开或重叠异常没形成尖点状而形成线形,多少会造成定位性恶化,孔位置精度的偏差波动也有变大的可能性。
<分开>右砂轮退后或者左砂轮前进
<重叠>右砂轮前进或者左砂轮后退
・砂轮固定螺丝
・万向接头对称固定螺丝
・单元主轴固定螺丝
切刃物架明细
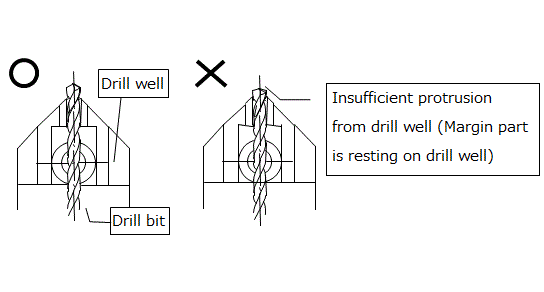
*但是,UC钻头研磨时是UC头部位在支撑
(钻头放入切刃支架时,多少容易造成刃带部发生轻微缺口)