敝司标准(ø0.3mm):0.01mm以下
偏心的程度导致从基板进入侧开始孔位发生偏移。钻头进入基板后发生倾斜并弯曲,贯穿侧的孔位精度也发生恶化。
钻头进入基板后,多少会有摇摆现象发生,基本会以钻尖为中心进行旋转来钻孔。因此钻尖偏心时,钻尖到外周的距离会以半径较长的一方旋转,所以导致孔径变大。
此孔径变大现象有和钻头排屑槽加大时同样的作用,切屑的排出顺畅,孔壁粗糙度也有改善的可能。
切刃物架一览表
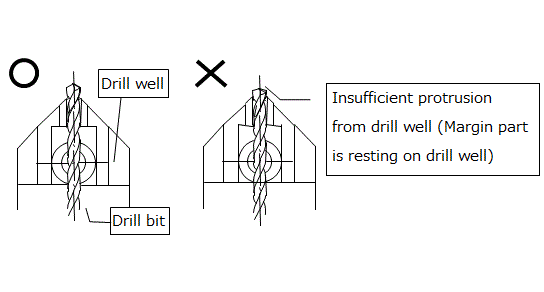
*但是,UC钻头研磨时是UC部位作支撑。
(刃带部支撑导致刃带部会容易发生微小缺口)