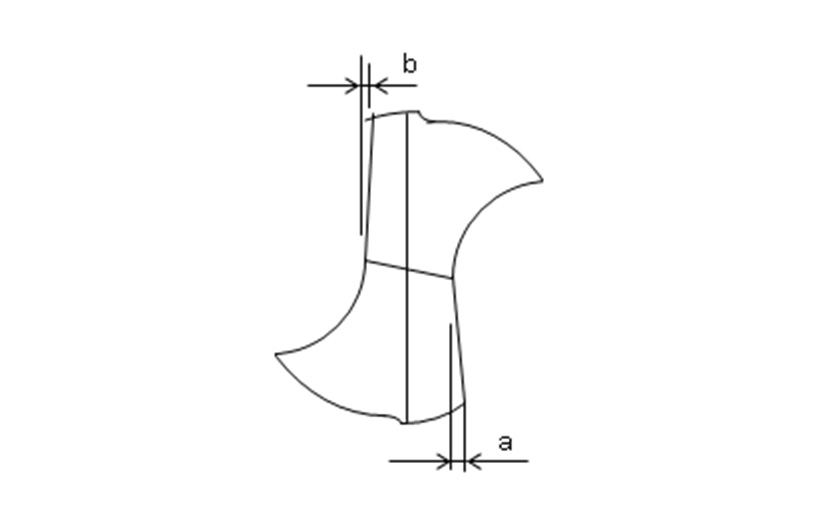
敝司标准(ø0.3mm): 0.007mm以下
左右的切刃位置不同会产生切刃高低差,切削量(切削抵抗)的不稳定导致孔位精度恶化。
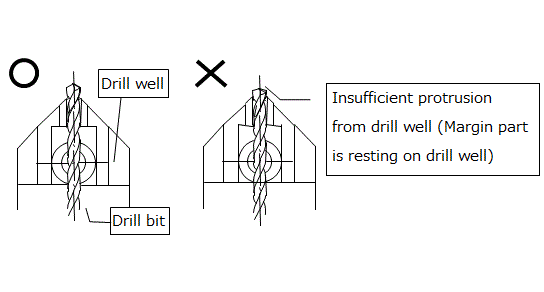
切刃物架一览表
V形物架
U形物架
*但是,UC钻头研磨时是UC部位作支撑。 (刃带部支撑导致刃带部会容易发生微小缺口)
PRODUCT 01 PCB钻头・铣刀
其他的制品类型
信息
产品相关的下载目录见此处