内壁粗さが要求品質に満たない状態、または不具合により異常に悪化した状態をいう。樹脂部のえぐれやガラスクロスの掘り起こし等がある。
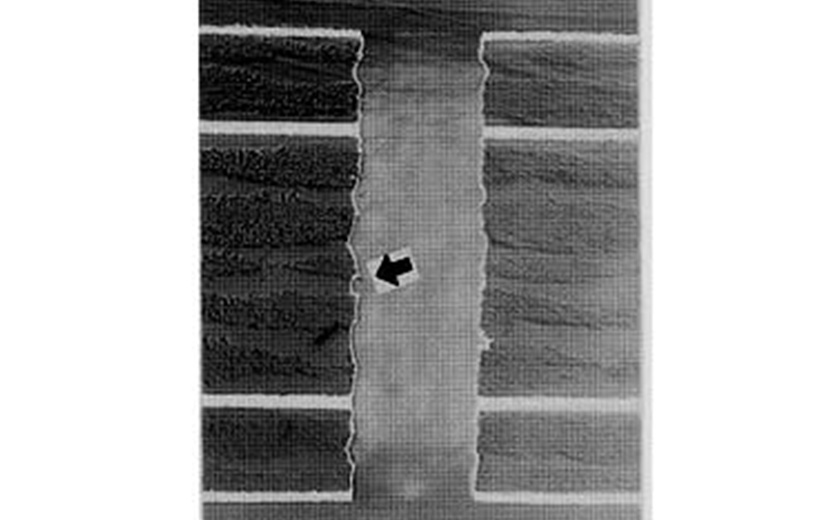
樹脂部のえぐれ
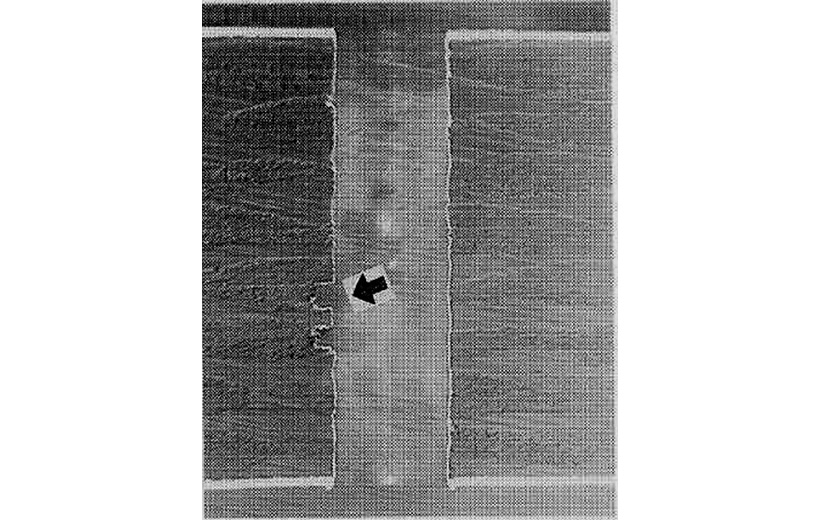
ガラスクロスの掘り起こし
| 故障原因 | 故障の状態 | 対策 |
|---|---|---|
| チップポケット(溝容積)が小さい | 切り粉が詰まり、内壁粗さが大きくなる | ウェブ厚、ウェブテーパ、溝幅比を変更し、チップポケットを増やす |
| 溝長、ボディー長が短い | 根元側での切り粉排出性が悪く、内壁が荒れる | 基板設定に対して余裕のある溝長設定にする |
| ドリル形状の不適正(ねじれ角) | ねじれ角が小さい場合(30~35°)、切り粉がスムーズに排出されず内壁が荒れる | 強ねじれ(40~45°)を採用する |
| マージン幅が大きい | 接触面積大による加工温度の上昇が内壁に悪影響及ぼす | マージン幅を小さくする |
| 超硬材料の不適正 | 摩耗量が多く、切れ味低下により内壁悪化 | 耐摩耗性に優れた超硬材料の適用 |
| 故障原因 | 故障の状態 | 対策 |
|---|---|---|
| 再研磨時の取り量過多 | ドリルのチップポケットが小さくなり、切り粉が詰まりやすくなり内壁が荒れる | 適正な再研磨時の取り量設定(0.05~0.10mm) 再研磨時の全長チェック |
| 故障原因 | 故障の状態 | 対策 |
|---|---|---|
| チップロードが大きい | 切り粉が排出しきれず詰まり出し内壁が荒れる 切れ刃が欠損する場合もあり内壁に悪影響を与える |
適正なチップロードの選定(加工条件表参照) |
| チップロードが小さい | 摩耗が進み、内壁が荒れる | |
| ステップ条件の不適正 | ステップ回数およびステップ量が基板設定にマッチせず、排出性が悪く、内壁荒れ発生 | ステップ条件の見直し |
| 捨て板への突込み過多 | 切り粉の量が多く、排出性悪化し内壁荒れを引き起こす 捨て板材の溶着も発生する場合有り |
適正な突込み量の設定 |
| 故障原因 | 故障の状態 | 対策 |
|---|---|---|
| 重ね枚数が多い | 切り粉の量が多く、詰まりやすい | チップロードを小さくする。重ね枚数を減らす |
| 銅箔層数が多い、または内層銅箔が厚い | 銅箔の切り屑がらせん状に連なり、排出性の低下をまねく 摩耗が大きい |
チップロードを小さくする。重ね枚数を減らす ステップ加工やダブルドリリングを適用する |
| 板厚が厚く、銅箔層数が少ない(例)t1.6両面板 | 大きな掘り起こし等、内壁が荒れやすい | チップロードを小さくする チップポケットが十分にある内壁重視型ドリルの適用 |
| 難削材(ガラスクロス、樹脂)の基板 | 工具への負荷が増大し、摩耗および欠損促進により内壁粗さが悪化する | 重ね枚数、ヒット数を減らし工具への負荷を軽減する |
| エントリーボード(当て板)の不適正 | 当て板がアルミの場合には内壁改善効果は望めず、樹脂付きに比べ内壁が荒れやすい | 樹脂層付きアルミ等高品質のエントリーボードを使用する |
| 基板セット状態の不具合 | 当て板、基板間に隙間があり切り粉が排出されない | 当て板、基板間に隙間が無いように基板をセットする |
| 基板品質の不具合 | レジン、クロスの不均一により、内壁荒れを引き起こす | 基板品質のチェック (例)穴位置測定機の精度確認画像で基板の不均一状態を確認→極端な縞模様など |
| 故障原因 | 故障の状態 | 対策 |
|---|---|---|
| バキューム圧の不適正 | バキューム圧が弱く、切り粉排出性が低下し内壁が荒れる | 適正バキューム圧の設定 集塵機のメンテナンス |
| ブッシュ内径の不適正 | ブッシュ内径が大きく、うまく切り粉が排出されない | 小径ブッシュを使用する (例)ø10mm→ø3mmへ変更する |

