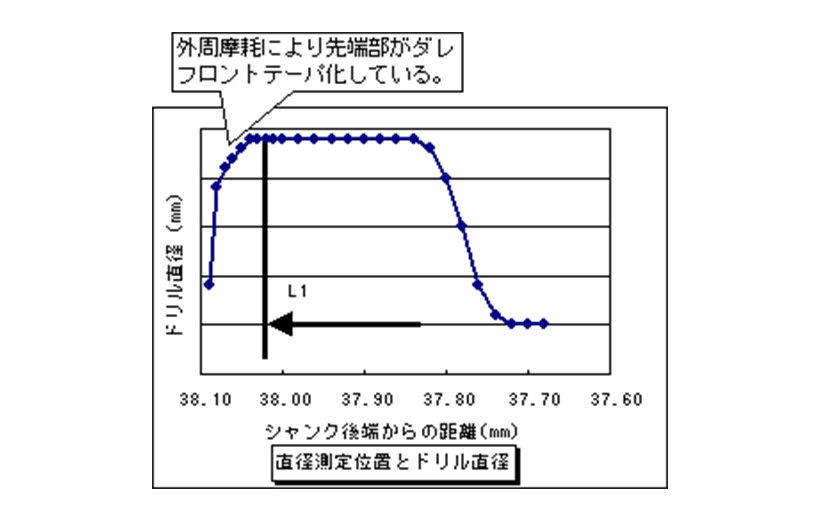
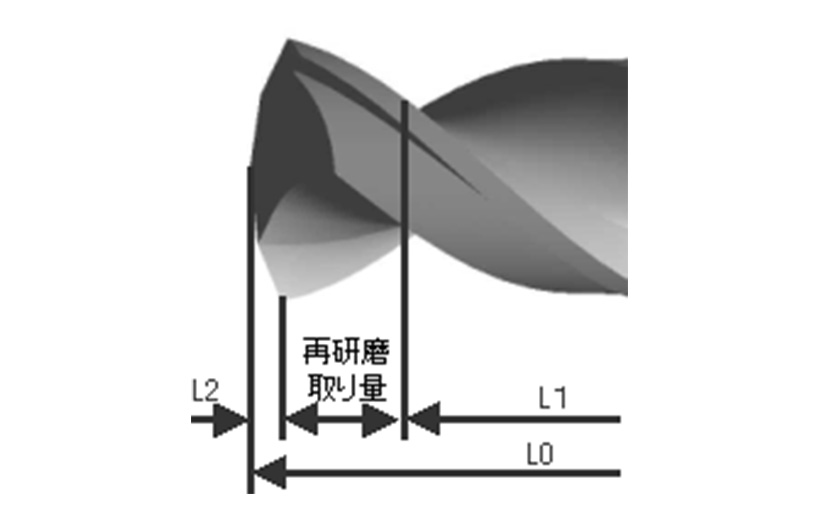
例えば、下図のようにフロントテーパが発生している場合について、ドリル先端部の直径を細かいピッチ(0.01~0.02mm程度の間隔)で測定評価します。そのデータにより再研磨取り量を算出します。
L0:加工前のドリル全長
L1:シャンク後端からフロントテーパ部後端までの距離
L2:ドリル先端アプローチ長
とすると
再研磨取り量=L0-L1-L2 =38.15-38.04-0.03 =0.08mm となります。
(*ドリル先端アプローチ長はドリル径、設計値によって変更するので注意が必要です)
外形形状から求めた再研磨取り量で再研磨を行ってもマージン切れ刃部の摩耗による丸みが除去されず、切れ刃コーナ部がダレた状態が発生する場合があります。
例の場合、直径は外周マージン部領域で確保されているので直径測定では切れ刃コーナ部のダレは確認できません。顕微鏡により切れ刃コーナ部のダレを確認しながら、追加取り量を検討する必要があります。
再研磨時に外周摩耗が完全に取りきれている状態

外周摩耗が完全に取りきれず切れ刃コーナ部がダレている状態
以上より、本例の場合の最終的な再研磨取り量の設定値は、外形形状測定とマージン切れ刃摩耗から次のように表されます。
再研磨取り量=0.08+α
α:マージン切れ刃摩耗を除去するための追加研磨量
*上記再研磨取り量は、今回の測定結果からの算出であり外形形状、マージン切れ刃摩耗は、ドリル形状、基板構成、加工条件等により変化します。
完全に先端摩耗部を取り除く為に再研磨取り量を大きくすると、下記のような悪影響を穴品質に与える場合があるので注意が必要です。 ・溝体積減少、溝長減少による切り屑詰まり発生→内壁粗さ、穴位置精度の悪化

