铣刀加工时,切屑的排出恶化,基板长槽内及垫板长槽内有切屑堵塞的状态。
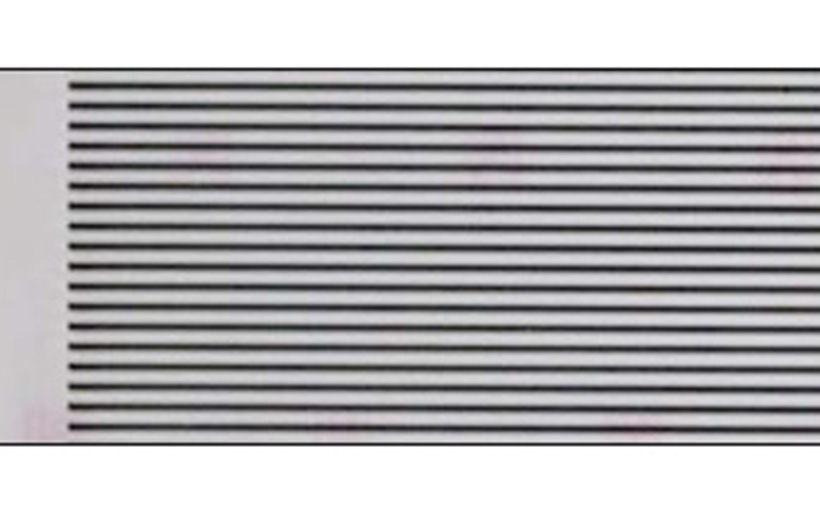
无切屑堵塞
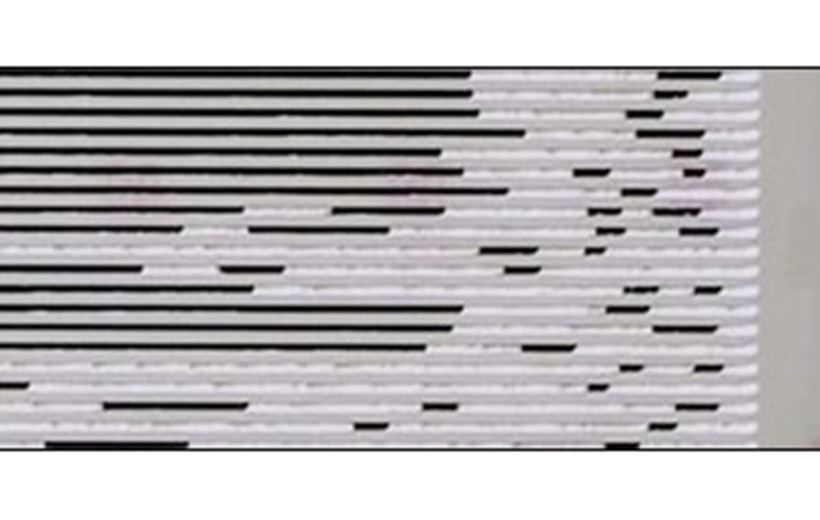
有切屑堵塞
| 异常原因 | 异常之状态 | 对策 |
|---|---|---|
| 排屑空间小 | 切屑的流动变差,容易堵塞 | 变更芯厚,沟深,刃数等,使排屑空间更大 |
| 刃长不足 | 铣刀根部附近的排出性变差,切屑容易堵塞 | 针对基板设定有富余的刃长 |
| 螺旋角小 | 切屑不能顺畅地排出,切屑容易堵塞 | 螺旋角变大 |
| 磨耗大 | 磨耗进行时,切削抵抗增加,随着切削温度上升切屑软化容易堵塞 | 更换新铣刀 |
| 异常原因 | 异常之状态 | 对策 |
|---|---|---|
| 转数低 | 把切屑向上排出的力量变弱,切屑的流动变差 | 提高转数 |
| 转数高,进刀速度慢 | 磨耗进行时,切削抵抗增加,随着切削温度上升切屑软化容易堵塞 | 降低转数,提高进刀速度(在不折损的范围内) |
| 异常原因 | 异常之状态 | 对策 |
|---|---|---|
| 集尘的能力下降 | 吸尘力变弱导致切屑容易堵塞 | 清扫集尘机 |
| 压脚刷的磨耗 | 压脚刷磨耗时,吸尘力变弱导致切屑容易堵塞 | 更换压脚刷 |