ルータービットが折損した時点の切削距離を測定し、寿命を評価します。
ルーター加工溝内の切り粉詰まりが顕著に発生するようになる切削距離を測定し、評価します。
加工後に、ビット先端より任意の位置の直径を顕微鏡で測定し、評価します。
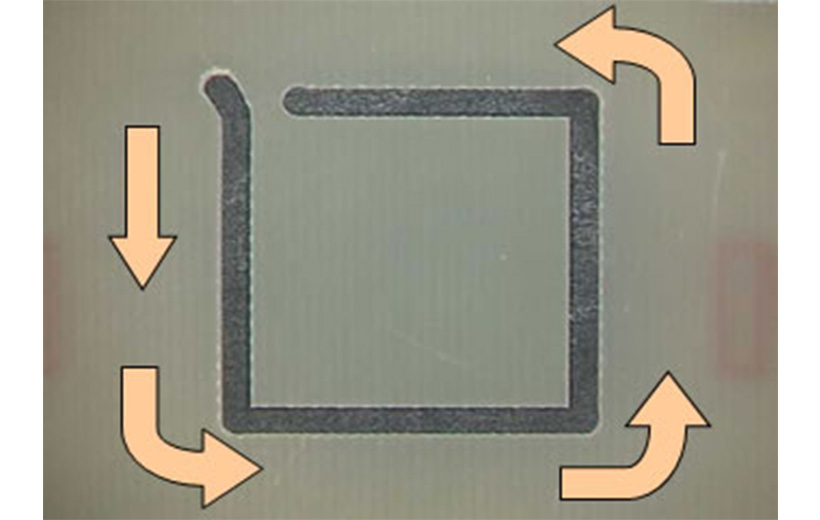
加工開始前に測定したルータービットの直径実測値を元に工具径補正をかけ、アップカット加工(反時計周り)により1辺20mmのピースの切り抜き加工を行い、ピースの縦・横の寸法より加工寸法精度を調査します。
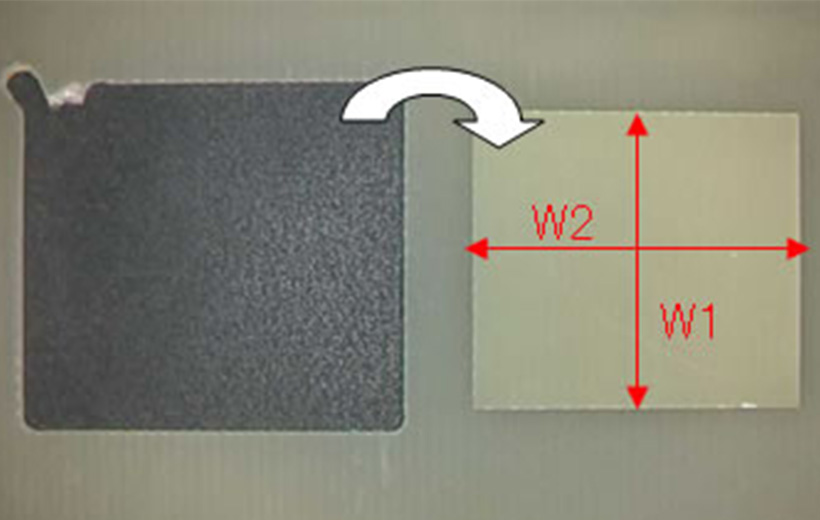
ピースを基板から切り抜き、 縦・横の寸法を顕微鏡により測定し、その平均値から加工寸法精度を調査
計算式: 加工寸法精度 = (W1 + W2) / 2
工具倒れ量 = [20 - (W1 + W2) / 2] / 2
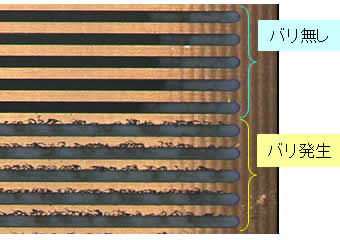
バリ発生までの距離、発生頻度、大きさ、目視での官能評価を行います。
ルーター加工面の粗さを目視での官能試験により、比較評価しています。必要に応じて、粗さ測定機での測定を行います。

