| 銅, 铝合金 | 生材 ~ 55HRCC | 淬火钢 (40~65 HRC) |
淬火钢 (50~70 HRC) |
||
|---|---|---|---|---|---|
| 平刀 | |||||
| 避空型 平刀 |
|||||
| 避空型 圆角刀 |
VHGLRS 
|
||||
| 球刀 | |||||
| 避空型 球刀 |
此次,面向尝试改善超硬加工的客户,制作了「要点」资料。

于2012年, 本公司开发出能对超硬合金加工的钻石涂层。通过改善硬质合金棒材与钻石涂层之间的附着力和控制涂层的微细结构, 使硬度及韧性得到大大的提高。
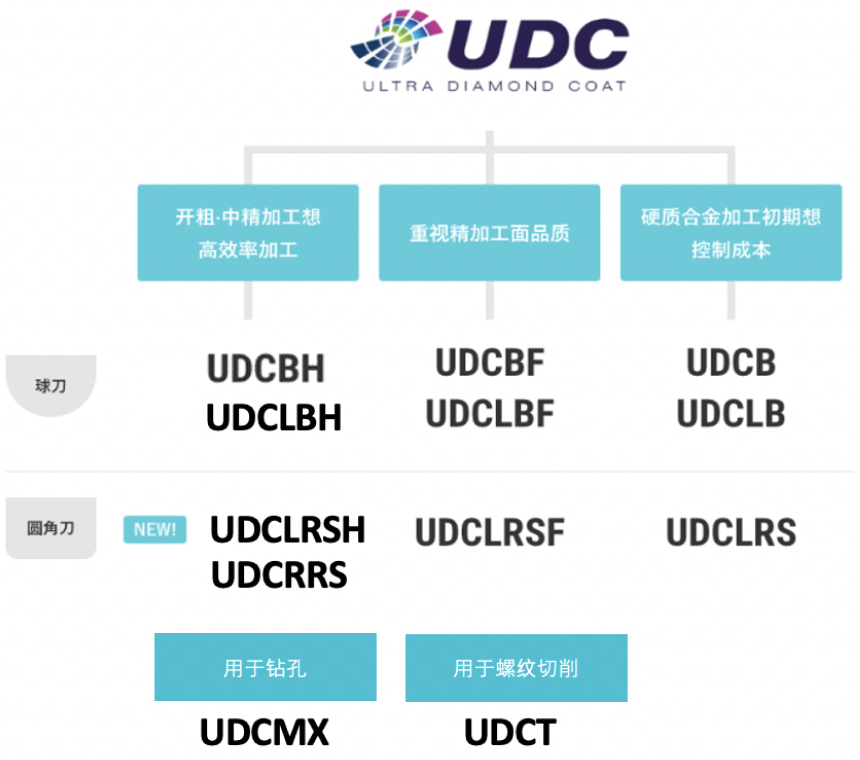
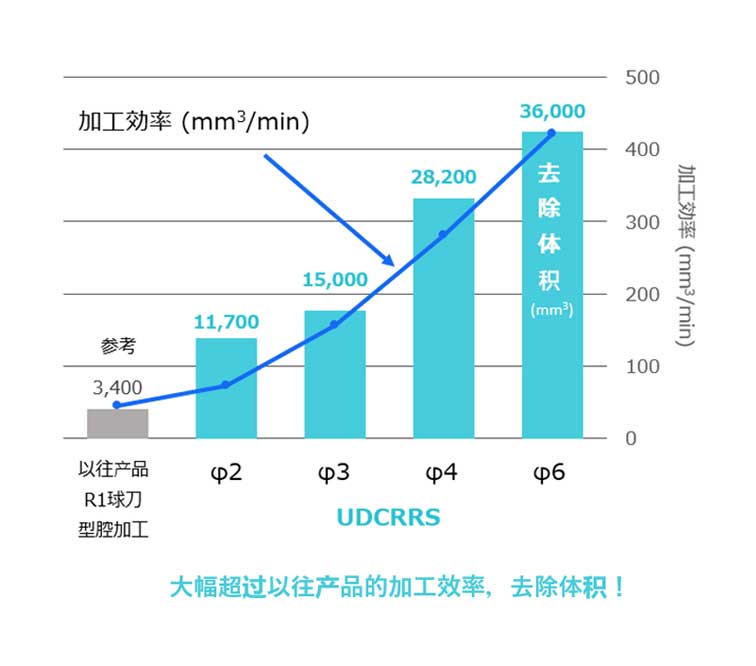
采用了UDC(UltraDiamondCoating)系列, 可以长时间及稳定地加工硬质合金。配合最适当的刀刃形状设计, 使惊异的大切「深」变得可能, 实现了对硬质合金的高效率, 高精度的加工效果。
UDC-H系列是、同F系列不同的刃尖处理,改良的金刚石涂层,实现了难以想象的硬质合金高效率直接加工,大大提高了除去体积效率,适合从开粗到中精加工,值得期待的UDC第三代系列产品。 与之前发售的F 系列一起使用的话,可以高效率高质量地进行超硬合金的直接切削。
H
新一代刃尖处理
High-level Treatment!!
改变常态超硬加工的切削性能
高效率
High Speed!!
惊人的高进给加工可能
高去除率
High Removal Volume!!
去除体积显著提高
重点是...
抑制损伤
新一代的刃尖处理

使耐磨损性向上
改良版金刚石涂层

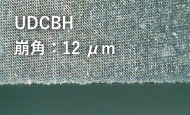
NEW! UDCBH是…
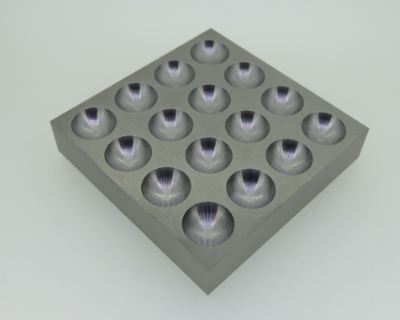
工件尺寸 : 50 x 50 x 10 mm
型腔尺寸 : 上方 φ10 x 深3.5 mm
除去体积 : 160 mm3 / 型腔
冷却方式 : 空气
UDCBH在高速的加工条件下能够发挥最大的工具性能
和以往产品同等的进给加工的话,刀具寿命反而变短。
| NEW! UDCBH | UDCBF | |
| 加工条件 | ||
| 转速 (min-1) | 30,000 | 20,000 |
| 进给 (mm/min) | 1,500 | 200 |
| ap (mm) | 0.1 | |
| ae (mm) | 0.3 | |
| 加工结果 | ||
| 做单面16腔… | 1支工具 76分钟加工结束 | 4支工具 7小时28分加工结束 |
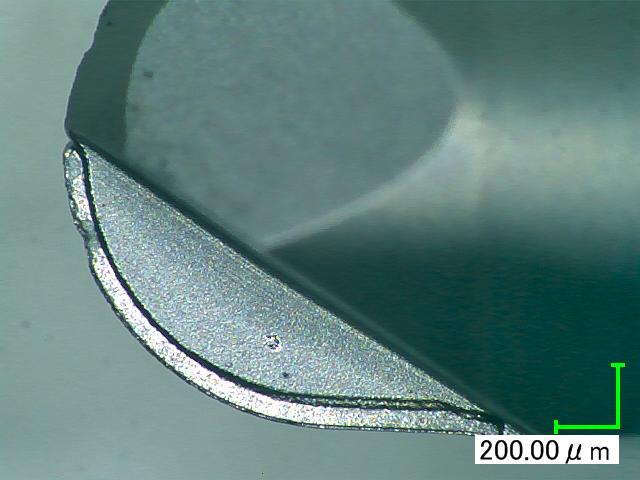
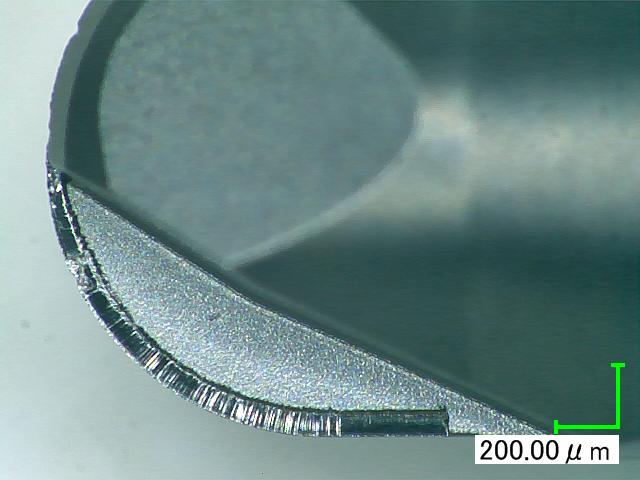
| 4腔加工后的刀具磨损 |
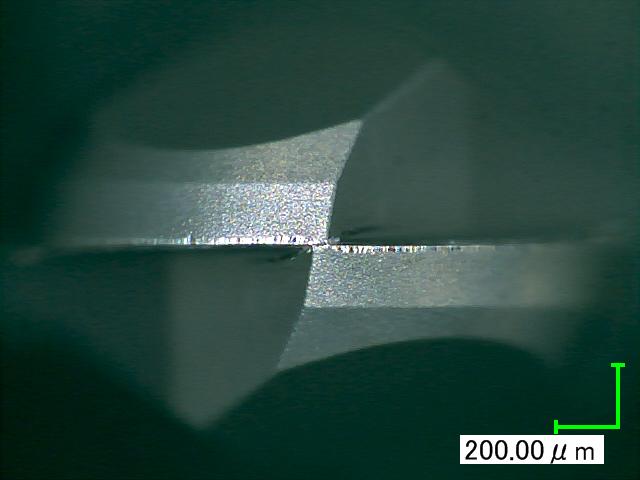
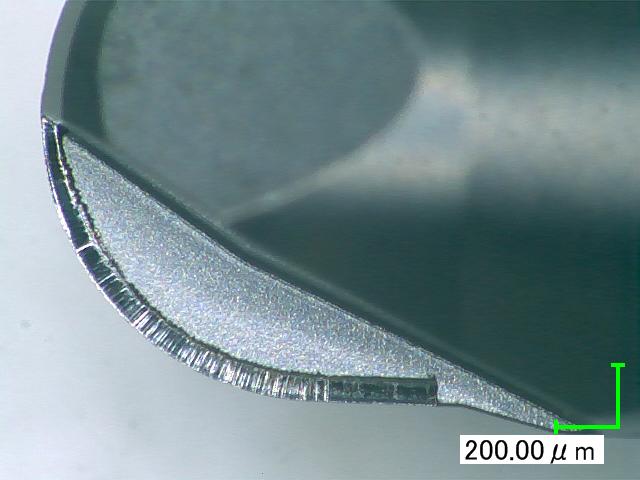
|
|
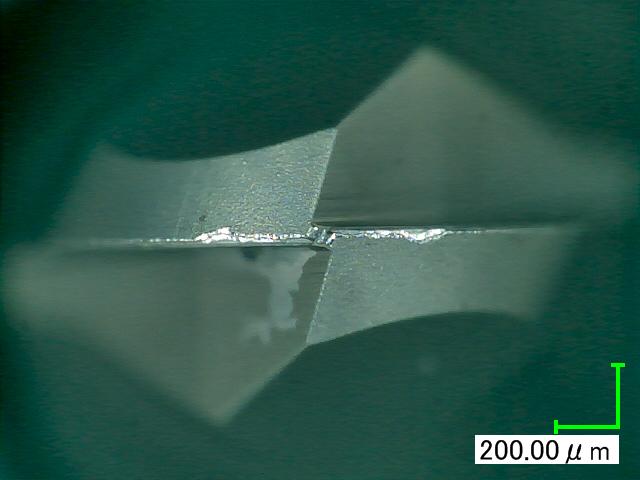
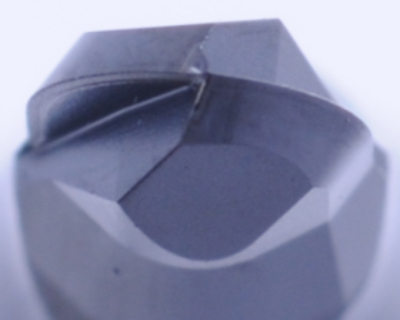
| 16腔加工后的工具 |
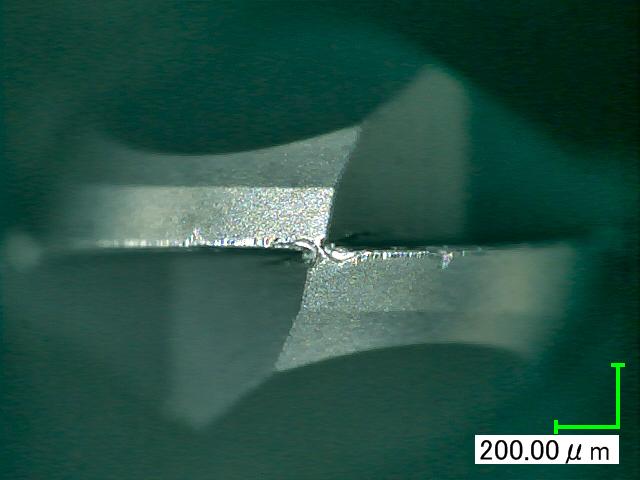

|
- |
属于UDC系列里锋利切削刃
对加工面品质要求高的最佳选择
F
①UDC涂层
UDC-F系列特点(重视精加工面品质)
②刃尖处理 锋利的刃尖
最大程度的抑制崩刃和加工面的段差
③前端沟槽形状
实现出众的加工面

| 使用刀具 | UDCBH | UDCBF |
|---|---|---|
| 转速 (min-1) | 30,000 | |
| 进给 (mm/min) | 750 | 250 |
| ap (mm) | 0.02 | |
| ae (mm) | 0.02 | |
| 冷却方式 | 空气 | |
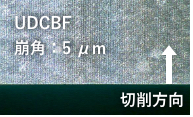
根据崩角的精度要求进行区别使用 高效率·低成本化
推荐用于87HRA以下的高韧性硬质合金材料加工的UDC系列
S
斜刃形状
切削刃采用斜刃形状,降低切削时的损伤
高附着性的UDC涂层
不逊色于高韧性超硬素材的高附着性的UDC涂层
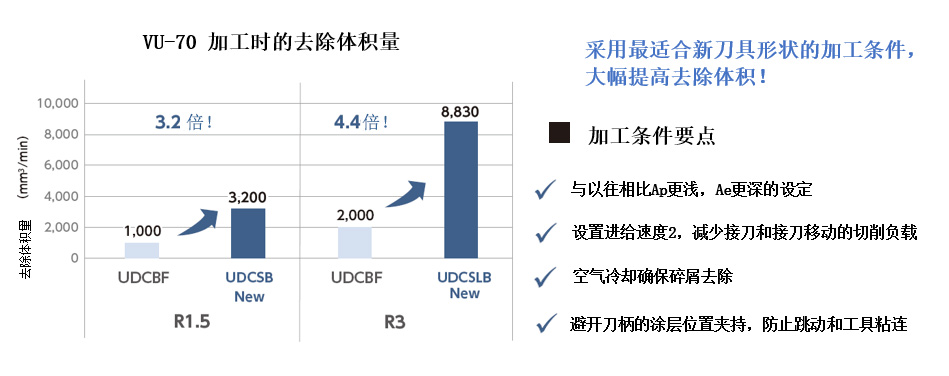
高去除体积量
87HRA以下的高韧性硬质合金加工也能显著提高去除体积量
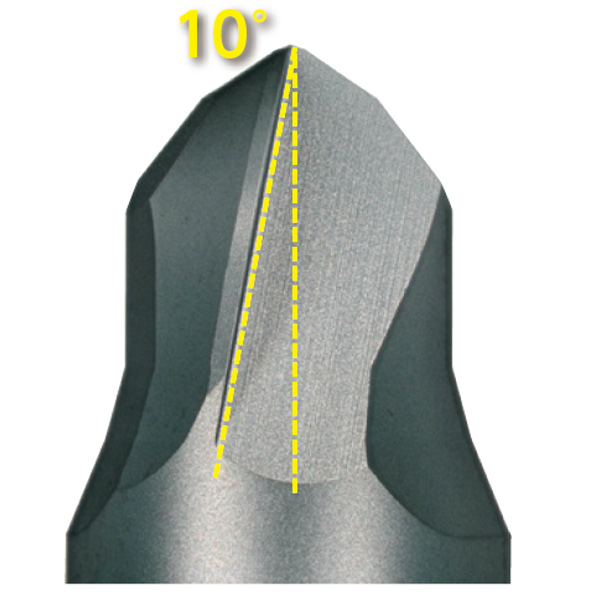
将直刃进行倾斜设计(斜刃)。
缓和切削时的应力,抑制损伤。
用UDC-S解决
・想减少直接铣削的工具数量
・想降低电极材料的购买和加工成本
・想缩短研磨时间
・想提高模具寿命
建议使用UDCBF/UDCLBF进行最终精加工
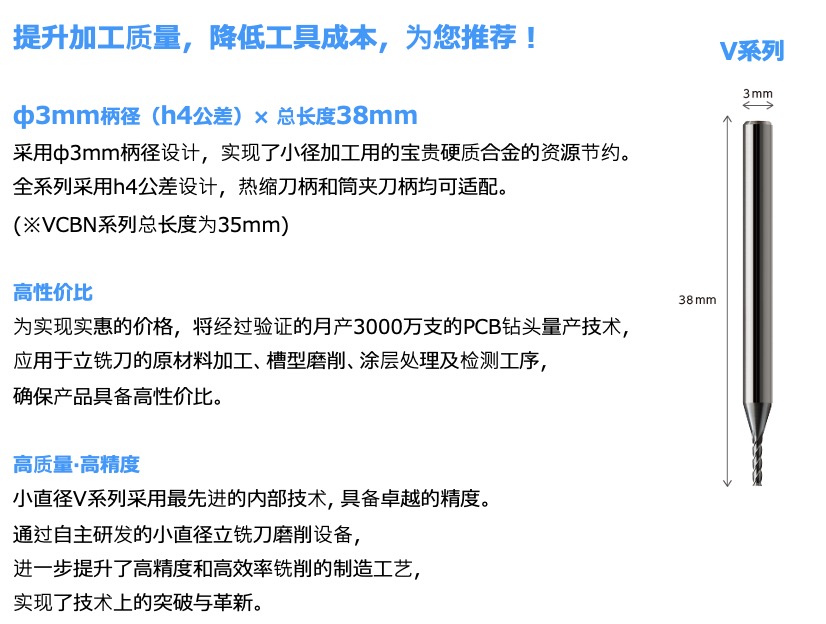
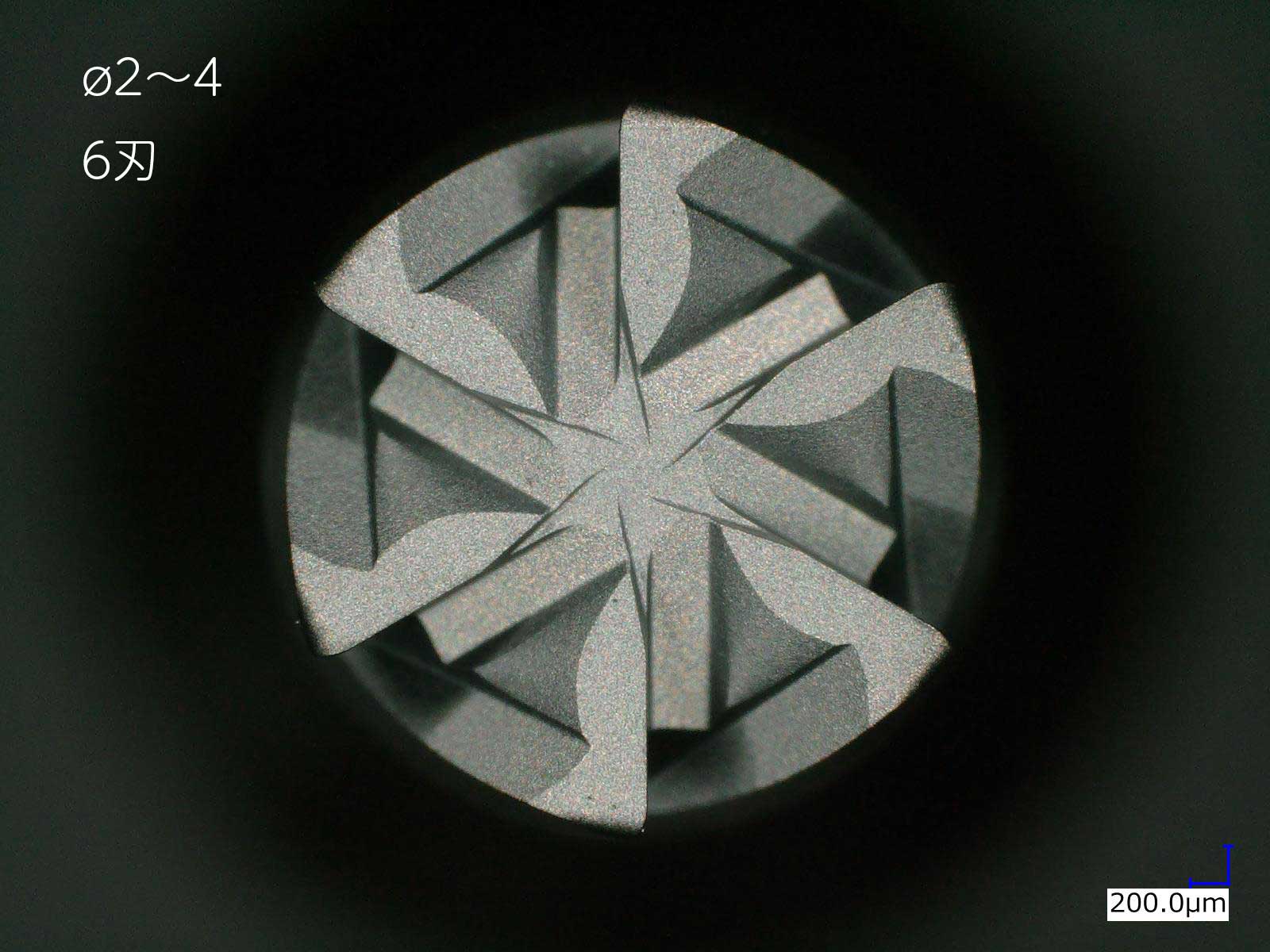
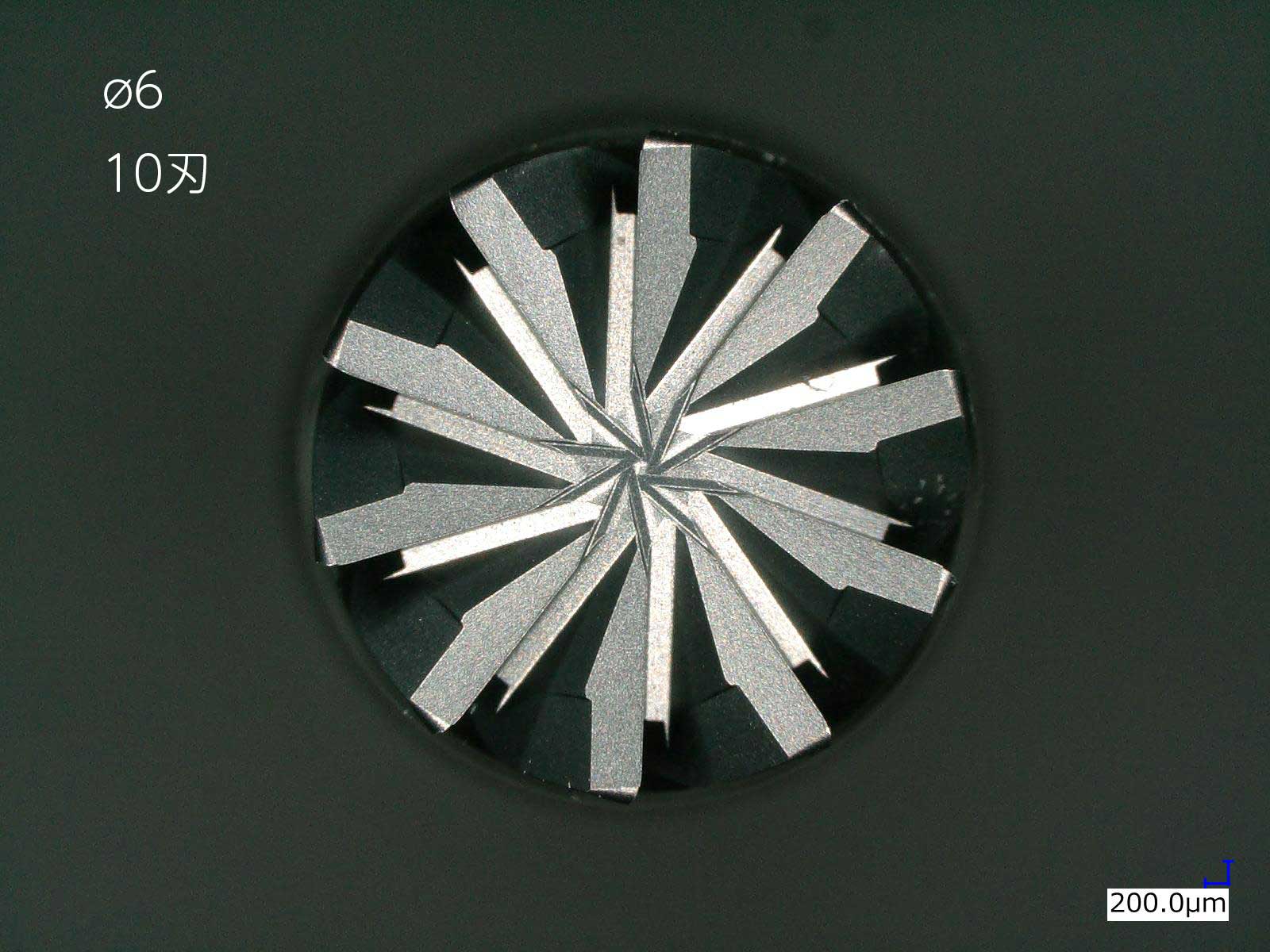
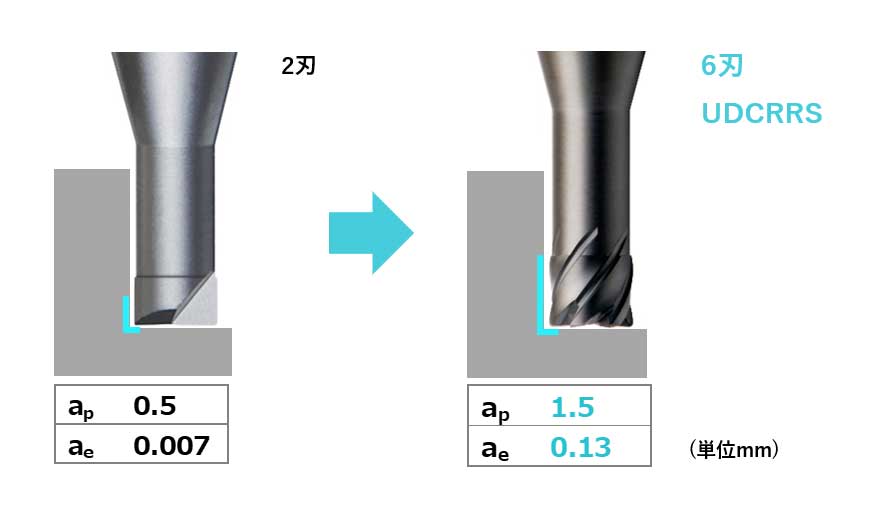
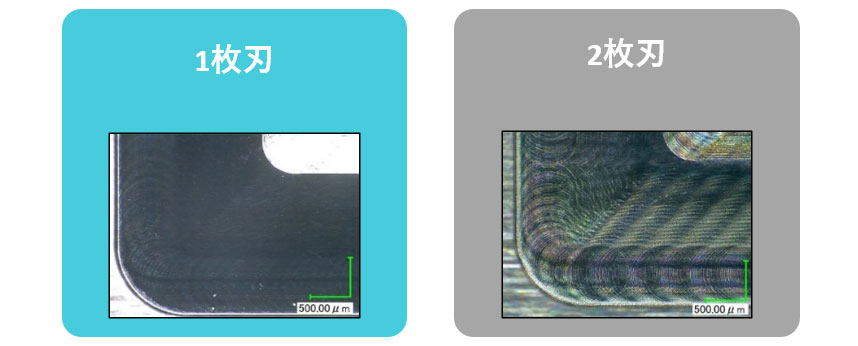
6枚刃,10枚刃等多刀刃设计的加持下,通过40°螺旋角降低切削负荷,使下刀量实现深上加深的切削效果!与2枚刃相比,加工效率大福提升!为缩短加工周期献上一臂之力!
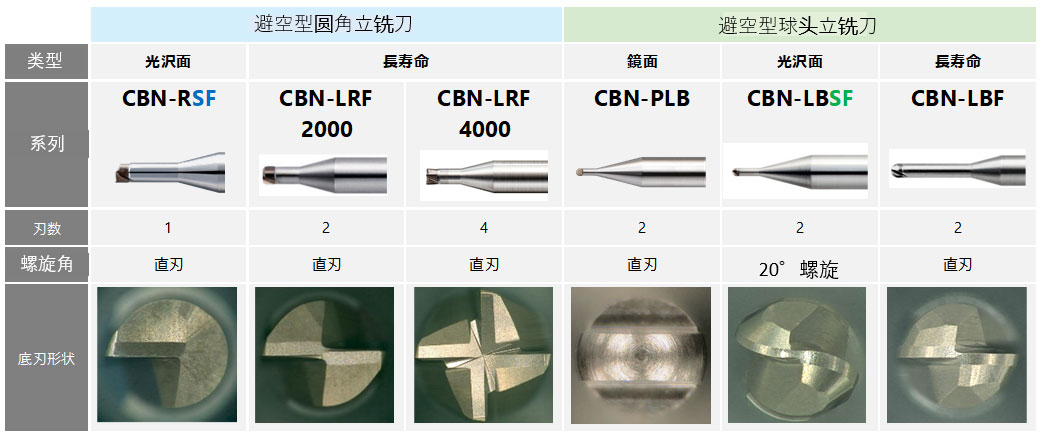

CBN系列增添了超镜面加工用避空型球头刀CBN-PLB。独一无二的先端形状,使其抛光效果发挥出极致,从而达到前所未有的超镜面!在冷却液直达刀尖的沟槽设计下,排屑性能得到提升,同时可有效阻止切屑淤积,长时间维持镜面性。
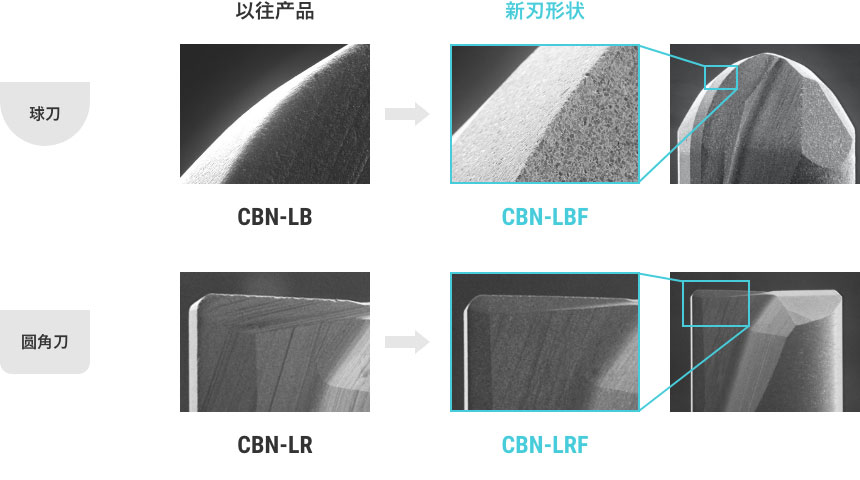
超镜面加工用CBN-LBSF,避空型平刀CBN-RSF的刀刃形状具有抛光效果,可以达到比以往更好的加工面。对于注重加工面的高硬度材精加工,请灵活有效利用。
CBN-LBSF 先端形状的特征
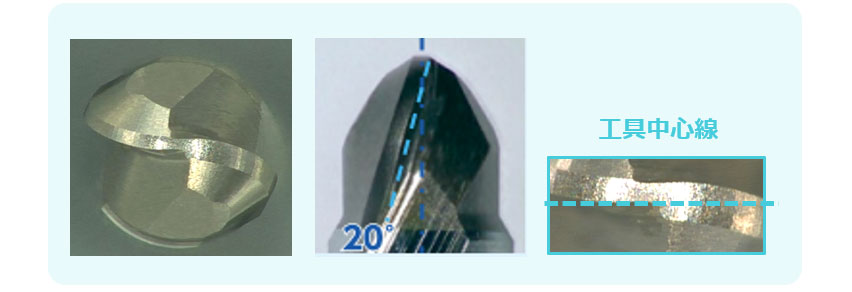
在工具先端处(周速0)设置切刃
抑制工具磨损的同时提升精加工面!
CBN-RSF 底刃抛光效果 (ELMAX 60HRC)
加工面摩擦后展现光泽,通过优化抛光面的宽度从而实现超精加工!
采用了适合加工高硬度材料的CBN素材,通过改良刃形设计, 实现了高精度及长寿命加工。优化了耐磨性及耐折损性, 能于长时间加工, 实现高光洁度和精度。
请使用于高硬度材料的精加工。
改良刀刃形状